機床
主軸編碼器的選擇與裝配原則
在經濟型數控車床上加工螺紋或螺釘時,有必要配置電主軸編碼器作為旋轉主軸位置信號的反饋部件。它與旋轉主軸同步旋轉,并向CNC系統發送主軸角度變化的信號。數控系統根據所需螺距進行計算和加工,加工中心控制機床的步進電機,實現精確的螺紋加工。在C6132數控改造設計中,主傳動系統增加了一個電主軸編碼器。

普通車床的主軸應配備電主軸編碼器。基于脈沖發生器每轉進給脈沖數(即分辨率)對螺紋加工面積、機床附件的加工精度以及螺紋車削過程中步進電機的工作頻率和主軸速度的影響,以及加工常見多頭螺紋的需要,根據機床主軸速度不得超過主軸機床附件脈沖發生器的最大允許速度的原則,脈沖發生器每轉的進給脈沖數應盡可能多,并結合環境特性。
由于電主軸
編碼器的安裝無法處理在安裝另一個軸后穿過主軸孔的較長工件,從而使新設計的車床更通用,因此決定使用不同的軸安裝方法來安裝旋轉編碼器。無縫柔性連接傳動方式將普通編碼器的輸出軸通過傳動比為1:1的同步齒帶與主軸連接。主軸電機通過滑輪將運動傳遞給主軸,主軸的運動通過兩個同步輥和一個同步帶脈沖發生器,使其以與主軸相同的速度運行。脈沖發生器通過螺釘連接到主軸殼體上。在操作過程中,編碼器與主軸同步旋轉,普通車床數控裝置控制進給步進電機與主軸的旋轉精確協調,產生進給運動。確保每次旋轉主軸時,機床的輔助螺紋車削工具都會移動一條螺紋線,同時確保每次進給都在相同的使用位置切割,不會出現螺紋松動。
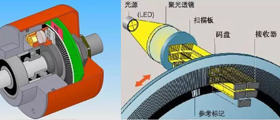
機床電動主軸編碼器的安裝說明:主軸脈沖發生器是一個光學部件,安裝時應小心放置。不應有明顯的沖擊或振動,以防止損壞玻璃網窗格玻璃及其刮擦。控制車床主軸的速度必須低于主軸脈沖發生器的最大允許速度,以避免機床附件損壞脈沖發生器。通常在加工螺紋時安裝;不使用時將其斷開,以避免不必要的磨損和信號干擾,從而延長主軸脈沖發生器的壽命。
了解更多
機床編碼器相關知識,敬請關注西安德伍拓自動化傳動系統有限公司網站。公司技術團隊為您免費提供編碼器的選型、安裝、調試、保養等技術指導服務,盡量避免企業因為編碼器技術人員的短缺帶來的損失,采取拉線上+拉線下服務的服務形式,幫助企業解決技術難題。

 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn